
Výroba vodivých jader v kabelové technice
Dnešní článek je pokračováním v tématu kabelové techniky a bude se zabývat lanováním jader a případnou úpravou jader. V článku jsou uvedeny tři základní technologie, které se v dnešní době všechny používají, a nelze tedy říct, která je nejlepší. Druhá části článku je krátce věnována upravě kruhových vodičů pro výrobu sektorových jader.
Lanování jader
Jádra vodičů a kabelů jsou buď jednodrátová nebo vícedrátová. Hlavním důvodem výroby vícedrátových vodivých jader je potřeba získat vodiče méně tuhé a více ohebné, než jsou vodiče jednodrátové. Vícedrátová jádra se vyrábějí lanováním, které může být pravidelné nebo nepravidelné.
Procesem lanování se jednotlivé dráty ukládají ve šroubovicích kolem jednoho nebo více drátů ležících v ose lana. Stroje určené pro tento úkol se nazývají lanovací stroje (lanovky).
Podle konstrukčního řešení je lze dělit do těchto třech skupin:
- Košové lanovky
- Rychlolanovky
- Zkrucovačky
Košové lanovky
Košové lanovky jsou stroje, jejichž charakteristickým znakem je tuhý ocelový kruhový rám zvaný koš, v němž jsou uchyceny strojní cívky. Ty se spolu s košem otáčejí kolem osy stroje. Při výrobě vodivého jádra s velkým průřezem, kdy je třeba stáčet větší počet drátů a je tedy nutné uchytit do lanovky větší počet cívek, jsou jednotlivé koše řazeny za sebou podél osy stroje. Košové lanovky lze rozdělit podle toho, jakou polohu zachovávají strojní cívky s navinutým drátem při otáčení koše na:
- lanovky se zpětným otáčením cívek, u nichž si cívky drží stále stejnou polohu vůči okolnímu prostoru
- lanovky bez zpětného otáčení cívek, u nichž si cívky udržují stále stejnou polohu vůči koši. V tomto případě se odvíjený vodič otočí kolem vlastní osy o 360 ° při každé otáčce koše.
Rychlolanovací stroje (rychlolanovky)
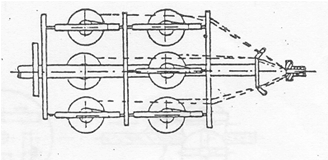
Rychlolanovací stroje jsou v podstatě tuhé neúplné ocelové trubky opatřené odvalovacími koly, pomocí nichž se může celá trubka otáčet mezi otočnými kladkami (6), ukotvenými k podlaze, kolem své podélné osy. Rychlost otáčení může být vysoká, neboť hmotnost cívek s navinutým vodičem je soustředěna kolem osy stroje. Cívky jsou uložené otočně v rámech, které se při otáčení trubky neotáčejí, jen se ve svých čepech víceméně pohupují.
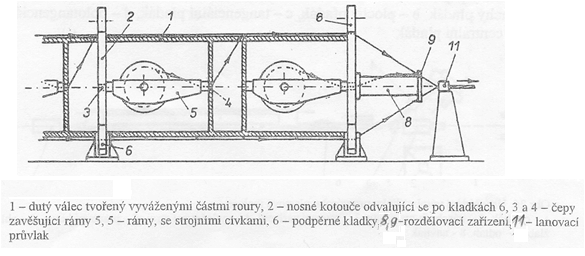
Dráty jsou z cívek odtahovány po vnitřním plášti trubky k lanovacímu průvlaku (11), kde dochází k jejich stáčení. Způsob stáčení vodičů odpovídá košové lanovce se zpětným otáčením cívek. Délka stroje závisí na počtu cívek (6 až 18) a je při srovnání s košovou lanovkou vždy podstatně větší. To je také její nevýhoda, protože v kabelovně zabírá více půdorysné plochy. Průměr cívek se pohybuje v rozmezí 0,2 až 1,2 m, otáčky lanovky bývají vyšší než 500 ot/min. a při dokonale dynamicky vyvážené konstrukci mohou dosáhnout až 3000 ot/min.
Zkrucovačky
Zkrucovačky, nazývané také sypačky, se od předcházejících strojů liší tím, že jednotlivé dráty pro vytvoření lana jsou mimo lanovací stroj. Uvnitř lanovky je pouze jedna cívka, z níž se vodič (případně žíla) neodvíjí, ale naopak se na ni hotový produkt navíjí. Druhou charakteristickou vlastností je dvojitý zkrut – jeden ve vstupním průvlaku (10), druhý v průvlaku (čepu), označeném na obrázku číslem 5. Další charakteristikou je skutečnost, že u tohoto stroje nedochází k ukládání vodičů do přesných šroubovic jako u klasického pravidelného lanování, ale vytvářejí se jen stočené pramence vodičů.
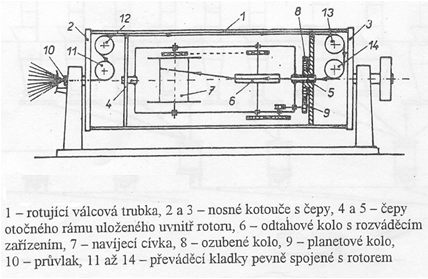
Jednotlivé dráty v lanku nemají přesně definovanou polohu a obvod lanka není přesně kruhový. Obvykle se stáčejí tenčí až velmi tenké dráty. Rám s otočně uloženou cívkou se během funkce stroje stejně jako u rychlolanovky neotáčí, ale na rozdíl od ní musí být do jeho vnitřního prostoru zavedena síla potřebná pro navíjení vodiče na cívku. Toho lze dosáhnout buď odvozením z otáčivého pohybu vnější kostry, např. pomocí ozubených kol, nebo je pohonná jednotka umístěná uvnitř rámu a získává elektrickou energii prostřednictvím kroužků umístěných vně rámu.
Protože většina hmoty je u zkrucovačky soustředěná kolem její osy, mohou být otáčky stroje velmi vysoké (i přes 2000 ot./min.). Navíc je u současných konstrukcí zkrucovaček rotující trubka (pozice 1) nahrazena jen dvěma subtilními kovovými prohnutými pásy (třmeny). Ty se při otáčení pohybují po povrchu jistého virtuálního elipsoidu, takže pro pozorovatele vzniká dojem, jakoby stál před velkým symetrickým a rotujícím průhledným vajíčkem.
Úprava profilu lan
Lisování jader
Lisování jader přichází v úvahu u kruhových jader vyšších průřezů a je nezbytné u jader sektorového tvaru. Důvod je jasný – získat žádaný tvar (sektorový), resp. zmenšit celkovou plochu průřezu vodiče, kterou zabírají kruhové vodiče spolu se vzduchovými oblastmi mezi nimi.

Tím se vnější obrys průřezu vodiče podstatně zmenší (při nezměněném průřezu kovu) a spotřeba izolace bude nižší. Při lisování prochází lano mezi otočnými válci opatřenými po obvodu profilovou drážkou. Drážka určuje tvar i velikost průřezu vodiče a musí být vyrobena přesně.
Válce jsou vždy dva (válcovací duo), přičemž jeden je vždy hnaný a druhý je vlečný. Sektorový tvar lana se získává mezi válci. Kruhová lana se lisují dvěma páry válců umístěnými za sebou s osami k sobě kolmými. Lisovací profil prvního dua je oválný, druhého je již kruhový. Při lisování dochází ke značné deformaci jednotlivých drátů. Výrazné je to hlavně na styku poloh lana. Menší deformace nastává u lan, jejichž polohy jsou stáčeny ve stejném smyslu, než je tomu u lan s protichůdnými směry zkrutu.
Předformování jader
Předformování jader je proces vytvářející u jader sektorového tvaru předzkrut. Důvodem je snadnější následná výroba kabelové duše. V tomto případě se lisovací hlava s lisovacími válci otáčí kolem osy lana.
Zdroj úvodní fotografie: etradeasia.com



Komentáře v diskuzi mohou pouze přihlášení uživatelé. Pokud ještě účet nemáte, je možné si jej vytvořit na stránce registrace. Pokud již účet máte, přihlaste se do něj níže.
V uživatelské sekci pak můžete najít poslední vaše komentáře.
Přihlásit se