
3. duben 2015
Načítání...
Úprava drátů a výroba pásů v kabelové technice
Jan Moravec
23. únor 2016, 17:29 (Aktualizace: 2. březen 2019)
Bez komentáře
Tento článek je zaměřen na technologie, které v kabelovnách slouží k úpravě vodičů. V první části budou vysvětleny metody tažení drátů a povrchové úpravy, které se na vodičích provádějí. V druhé části se podíváme zblízka na metody výroby pásů, které slouží zejména pro přenosy velkých výkonů.
Úprava drátů v kabelovně
Na začátku výroby v kabelovně se setkáváme s Cu a Al dráty velkého průměru, z nichž je třeba získat dráty požadovaných průměrů, které jsou mnohdy i výrazně tenčí.
Při tomto procesu nazývaném tažení drátů je potřeba, aby povrch vstupního drátu byl zcela bez poruch (trhlin, vměstků, šupin apod.) a nebyl okysličen. Je-li vrstva kysličníku přítomná, je třeba ji odstranit mořením.
Moření, mající význam zejména u mědi, se provádí v lázni zředěné kyseliny sírové při zvýšené teplotě (60 až 80o °C) po dobu 20 až 30 min. Hliníkový drát se před tažením mořit nemusí. Vstupní dráty vyrobené způsobem kontinuálního lití a následného tváření (viz předcházející články o mědi a hliníku) jsou kvalitní, bez poruch a jejich povrch je pasivován a mořit se tudíž nemusí.
Tažení drátů
Jedná se o proces tváření za studena, při němž se zmenšuje průměr drátu a zvětšuje se jeho délka. Drát je protahován tažecími průvlaky tahem, který vyvozují tažecí kotouče. Proces tažení probíhá za mokra v prostředí tažecí emulze. Ta odvádí vznikající teplo a zajišťuje hladký a lesklý povrch drátu.
Tažecí stroje
Má-li drát po průchodu tažecím průvlakem menší průřez, musí mít větší délku. Z toho plyne základní požadavek: odtahová rychlost každého následujícího kotouče musí být větší než kotouče předcházejícího. Tento imperativ se řeší dvěma základními způsoby:
- Všechny tažecí kotouče mají stejný průměr ale různé otáčky (nejčastější případ)
- Tažecí kotouče mají různé průměry, zato stejné otáčky
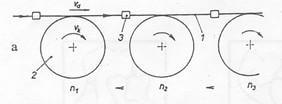
Síla potřebná k protahování drátů tažecími kalibry se získává třením mezi vodičem a pláštěm kotouče. Obvodová rychlost tažecího kotouče je tedy větší než rychlost drátu. Vzniklý skluz nesmí být příliš velký (nad 40 %), neboť vývin tepla by byl nadměrný, ovšem ani příliš malý (pod 2 %), což by vedlo k nebezpečí přetržení drátu.
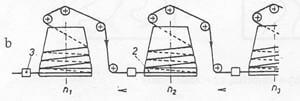
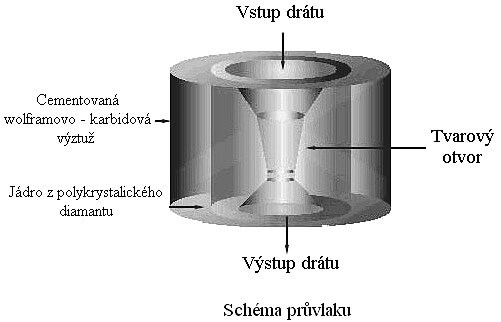
Průvlaky pro tažení drátu
Materiálem, z něhož jsou tyto důležité nástroje vyrobené, mohou být:
- spékaný karbid
- přírodní diamant
- polykrystalický diamant
Kvalita získaného drátu je dána hlavně geometrií a hladkostí povrchu tažného kužele a kalibračního válce.
Žíhání drátů
Při změně tvaru za studena mění měď svou krystalickou strukturu a tím i fyzikální vlastnosti. Drát tvrdne, zpevňuje se, ale výrazně klesá jeho tažnost. Proto je třeba ho vyžíhat, tzn. zahřát na rekrystalizační teplotu a ochladit. Tím drát získá své původní vlastnosti (měkkost, tažnost, ohebnost) a je tak dobře použitelný v dalších operacích.
Žíhání se provádí obvykle hned po tažení tím způsobem, že drát z posledního tažného kotouče je přímo zaveden do žíhací sekce výrobní linky. Průběžně a nejsnáze lze drát zahřívat průchodem proudu, jak je znázorněno na následujícím obrázku.
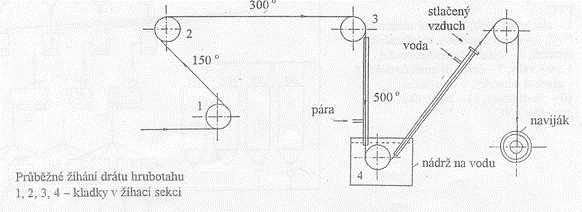
Proud se přivádí kontaktními kladkami 1 až 4. Při použití trojfázového zdroje mohou vzniknout tři následující ohřívací sekce:
- 1. předehřívání … mezi kladkami 1 – 2
- 2. předehřívání … mezi kladkami 2 – 3
- hlavní ohřev … mezi kladkami 3 – 4.
V poslední sekci probíhá drát atmosférou, která ho chrání před oxidací. Za kladkou 4 vstupuje drát, běžící rychlostí až 25 m/s, do trubky naplněné chladicí vodou, načež je osušován proudem stlačeného vzduchu.
Žíhání Al drátů
Hliníkové dráty se většinou nežíhají a používají se ve stavu poněkud tvrdším, který získaly tažením. Pokud je výhradně požadován měkký stav Al jádra, zařazuje se samostatná operace – stacionární žíhání v žíhacích kotlích.
Cínování Cu drátů
Je-li vyžadována tenká Sn vrstva na povrchu Cu vodiče, pak je to z následujících důvodů:
- chránit Cu před korozním účinkem síry v pryžových směsích
- chránit Cu drát před účinkem působení znečištěné atmosféry
- pro usnadnění pájení vodičů.
Tloušťka cínové vrstvy bývá 2 až 15 mm. Získává se buď ponořením vodiče za tepla do cínové lázně nebo elektrolyticky. Při cínování za tepla prochází drát lázní cínové pájky, jejíž teplota dosahuje 320 až 420 °C. Na
konci lázně prochází vodič stíracím průvlakem. Cínování za tepla, je-li uplatňováno, následuje po tažení a žíhání drátu.
Elektrolytické cínování je vždy samostatnou výrobní operací. Drát prochází elektrolytickou vanou a tvoří katodu, anodou je cínová deska. Nanášení cínu lze přesně regulovat velikostí proudu v závislosti na rychlosti odtahování. Před vlastním cínováním projde drát procesem odmašťování a moření.
Výroba pásů
Pojmem pás se míní vodivé jádro izolovaných vodičů s obdélníkovým profilem a zaoblenými hranami. Vyrábí se z hliníkového nebo měděného drátu odpovídajícího průřezu válcováním.
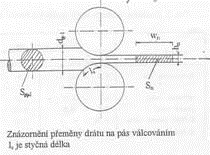
Válcování pásů za studena
Drát o průřezu Sn-1 vstupuje mezi dva horizontální válce (válcování duo) a je těmito válci uchopen na délce ls. Tím je vtahován mezi válce, kde dochází k přeměně kruhového tvaru na obdélníkový.
Následuje průchod mezi vertikálními válci a opět mezi válci horizontálními.
Je-li potřeba získat pás s větším poměrem šířky k tloušťce (např. 5) je nutné zařadit do tandemu více stolic. Při pěti stolicích jsou 1. 3. a 5. stolice horizontální a 2. a 4. je vertikální. Dochází tedy k střídavému přetváření kovu na plocho a z boků. Rychlost válcování se pohybuje okolo 5 m/s.
Žíhání pásů
Po dosažení žádaného obdélníkového tvaru je nutné Cu a Al pásy vyžíhat. K tomu procesu slouží žíhací a chladící kotle. Do nich se vkládají vodiče navinuté na železných cívkách. V žíhacím kotli se nejdříve odsaje vzduch, poté se napustí dusík a započne ohřev. Po ohřevu následuje vodní sprcha.
Výroba Al pásů metodou Conform
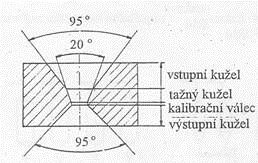
Jde o neobvyklý způsob tváření kovu za tepla a týká se hlavně Al pásů a sektorových jader. Princip výroby je zachycen na následujícím obrázku.
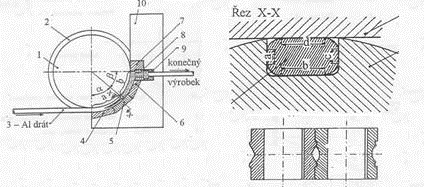
Al drát vstupuje do drážky 2 lisovacího kola 1, přičemž rozměr drážky je přizpůsoben průměru drátu. Ve čtyřhranné drážce otáčejícího se kola je drát uchopen pomocí tření s ploškami a-b-c a je unášen ve směru pohybu kola. Na plošce d mezi drátem a třecími deskami 4 – 5 – 6, které jsou upevněny v nosné podkově 10, vzniká třecí odpor a tím teplo. Drát je ohříván. Drát unášený kolem je na úseku „a“ postupně pěchován, stoupá jeho teplota, která v oblasti úhlu b dosahuje až 450o °C.
Tím je umožněno tváření materiálu za tepla. Materiál je ploškami a-b-c unášen tak dlouho, až narazí na opěrnou desku 7, která utěsňuje drážku kola. V tomto místě mění kov směr svého toku a vstupuje do otvoru tvrdokovového lisovacího nástroje – průvlaku. Za ním je intenzivně ochlazován vodou a odváděn k navíjecímu zařízení. Podle otvoru lisovacího nástroje mohou vycházet vodiče obdélníkového, sektorového nebo kruhového průřezu.
Všechny vodiče vyrobené tímto způsobem jsou v rekrystalovaném stavu a není třeba je žíhat. Také povrch vodičů je hladký a natolik čistý, že další čištění již není nutné.
Zdroj: ČVUT FEL
Zdroj úvodní fotografie: Transportkabel DIXI
Sdílejte článek prostřednictvím:
Byl pro vás tento článek užitečný?
Podpořte web a jeho autory symbolickou částkou
Témata:kabelová technika
Loading...
Mohlo by vás zajímat

5. duben 2015

24. duben 2015
11. duben 2015

26. listopad 2024

27. červen 2026

2. červenec 2026

4. červenec 2026
Komentáře (0)
Loading